When your engine starts losing power, overheating, or burning oil, the problem might not be the pistons, crankshaft, or even the timing belt. More often than not, it’s hiding in plain sight-right on top of the engine. The cylinder head is one of the most critical parts you’ll never see unless you’re tearing into the engine. But when it goes bad, it can bring the whole thing down. That’s where cylinder head machining comes in-not just a repair, but a precision rebuild that can restore performance, efficiency, and reliability. Most people think a cylinder head is just a metal cap that screws on. It’s not. It’s a complex component that holds the valves, controls airflow, manages heat, and seals the combustion chamber. Over time, heat cycles, detonation, coolant leaks, or even just age can warp, crack, or wear it out. A worn head doesn’t just reduce power-it can cause catastrophic engine failure if left unchecked. So what does cylinder head machining actually do? It’s not just sanding down the surface. It’s a full restoration process that brings the head back to factory specs-or even better. And it’s done with tools and techniques most DIYers never see.
Why Your Cylinder Head Needs More Than a Gasket
A lot of engine shops will tell you, “Just replace the head gasket.” And sometimes that’s enough. But if the head itself is warped, cracked, or has worn valve seats, you’re just delaying the inevitable. A blown head gasket is often the symptom, not the cause. Think of it like a door frame in your house. If the frame is twisted, no matter how good the new door is, it won’t seal. Same with the cylinder head. If the deck surface isn’t perfectly flat, the gasket can’t seal. Coolant leaks into the oil. Oil leaks into the combustion chamber. Compression escapes. The engine runs rough. Then it overheats. Then it seizes. Proper machining fixes the root problem. It doesn’t just cover it up.The Step-by-Step Process: From Dirty Scrap to Precision Part
Cylinder head machining isn’t a one-step job. It’s a sequence of precise, interdependent operations. Here’s how it’s done in a professional shop.- Disassembly and Inspection - Every head is taken apart. Valves, springs, guides, and rocker arms are removed. Then, a visual check looks for obvious cracks, warping, or corrosion. This step alone catches 30% of heads that shouldn’t be re-used.
- Thermal Cleaning - Cast iron heads go into a 700°F oven. No oxygen, no flames-just heat that burns off carbon, oil, and old gasket material. Aluminum heads skip this and go straight to spray cleaning. Why? Aluminum melts at 1,200°F. Too much heat and you warp it before you even start.
- Shot Blasting and Ultrasonic Cleaning - After cleaning, cast iron heads get shot blasted with stainless steel pellets. This removes surface rust and smooths out minor imperfections. Aluminum heads get blasted with high-pressure water and detergent through multi-nozzle systems that clean even the tiniest oil passages. Then they’re dunked in an ultrasonic tank to shake loose anything left behind.
- Pressure Testing - This is where you find the hidden damage. The head is sealed and pressurized with air or water. If it leaks, you know exactly where-whether it’s a cracked valve seat, a porous casting, or a failed coolant passage. No pressure test? You’re gambling.
- Magnetic Particle Inspection - For cast iron heads only. A magnetic field is applied, and iron filings are dusted over the surface. Any crack, no matter how tiny, pulls the filings into a visible line. This finds cracks that X-rays miss.
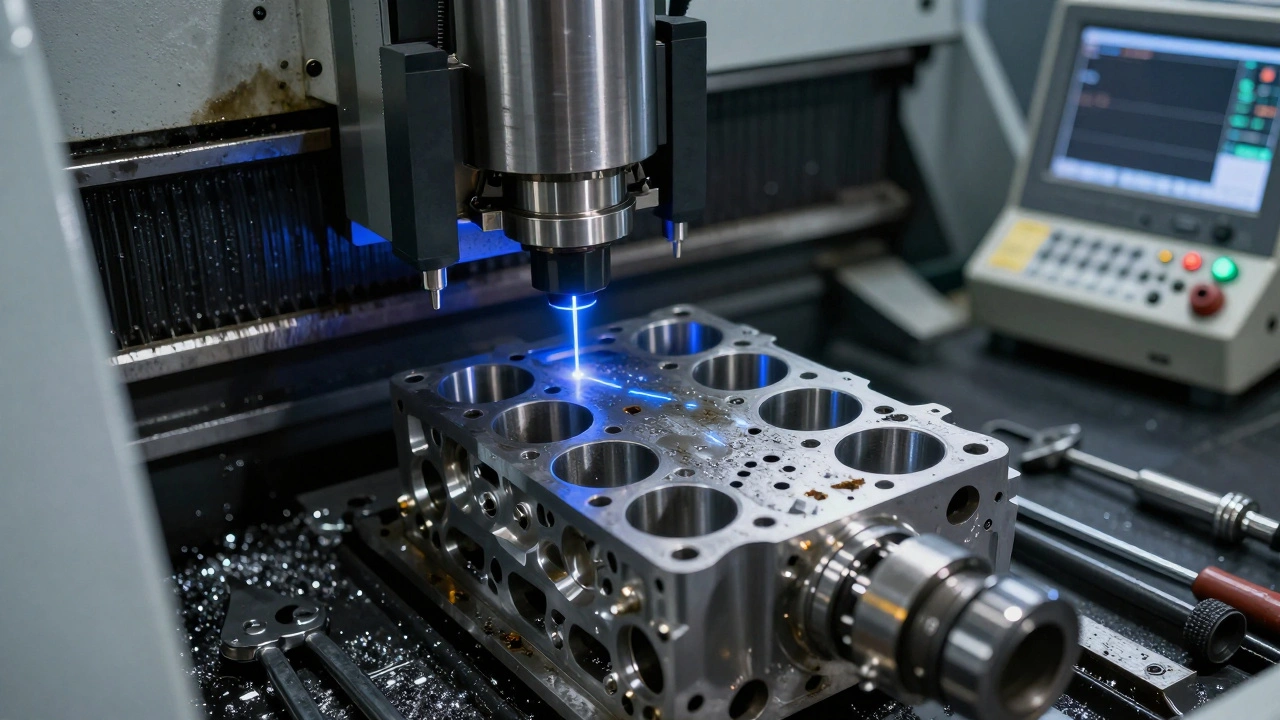
- Deck Resurfacing - The top surface of the head (where the gasket sits) is machined on a CNC mill. The machine doesn’t just cut flat-it measures the surface in real time, adjusting for any warpage. The goal? Within 0.001 inches of flatness across the entire surface. That’s thinner than a human hair.
- Valve Seat Cutting - Valve seats wear down. They get pitted, burned, or eroded. Three-angle cutting is the standard now: a 30°, 45°, and 60° cut creates a perfect seal for the valve. This isn’t just smoothing-it’s rebuilding the sealing surface from scratch. The machine uses the valve guide as a reference point. If the guide is worn, it’s replaced first.
- Valve Guide Replacement - Valve guides wear out, too. They let the valve wobble, which causes premature wear and oil consumption. Old guides are removed. New ones are frozen in liquid nitrogen (around -300°F) to shrink them. Then they’re pressed into place. When they warm up, they expand and lock in tight. No epoxy. No guesswork.
- Line Honing - On engines with overhead cams, the cam bearing bores can get out of alignment. Line honing straightens them back to within 0.0005 inches of perfect alignment. This ensures the camshaft runs true, reducing wear and vibration.
- Porting and Polishing (Optional) - For performance builds, the intake and exhaust ports are reshaped. Smooth, rounded ports let air flow faster. This isn’t just about power-it’s about efficiency. Better airflow means better fuel economy and lower exhaust temps.
- Final Assembly and Testing - New valves, springs, seals, and plugs are installed. The head is vacuum-tested to check for leaks. Then it’s cleaned, wrapped, and ready to go back on the engine.
Why CNC Machines Changed Everything
Ten years ago, head machining was done with manual grinders and fly cutters. It took skill, experience, and a lot of time. Today, CNC machines do it faster, more accurately, and with less human error. A CNC head mill doesn’t just cut flat. It reads the surface with a probe, maps the warpage, and compensates in real time. It can cut valve seats to within 0.0002 inches of tolerance. That’s precision that used to require a master machinist with 20 years of experience. And it’s not just about accuracy. CNC machines can handle modern materials-like nickel-based valve seats for unleaded fuel-that older machines couldn’t touch. They can also re-cut seats for performance upgrades, like higher lift cams or larger valves.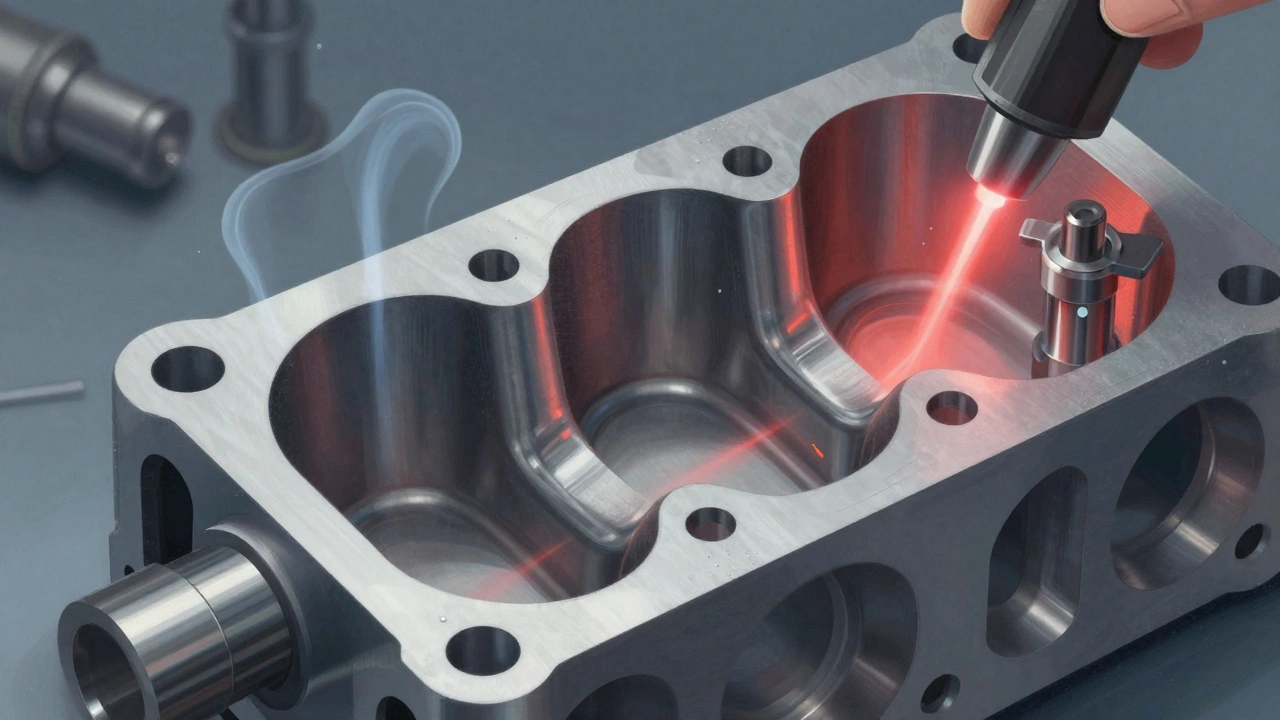
When to Machine a Head (Not Just Replace It)
You don’t need to machine every head. But you should consider it if:- Your engine has overheated more than once.
- You’re seeing white smoke from the exhaust (coolant in combustion chamber).
- Oil consumption is high and spark plugs are oily.
- You’re rebuilding the engine for performance.
- The head gasket blew and you want to prevent it from happening again.
Performance Gains You Can Actually Feel
A lot of people think head machining is only for repairs. But it’s also one of the best ways to get more power out of a stock engine. By smoothing the intake ports, you can gain 10-15 horsepower on a naturally aspirated V6. On a turbocharged engine, better airflow means less lag and more boost response. And by increasing the compression ratio slightly-through precise deck milling-you can unlock more torque without changing pistons. Marine engines, racing engines, and performance builds rely on this. A well-machined head can mean the difference between winning a race and being left behind.
What Happens If You Skip Machining?
If you just replace the gasket and bolt the head back on without machining:- The seal won’t hold. Coolant leaks. Oil leaks. Compression leaks.
- Valves won’t seat right. You’ll lose power and get poor fuel economy.
- Overheating comes back. Within weeks.
- Eventually, the valves burn out. The head cracks. You need a whole new engine.